O-Rings Used in Pumps and Valves: A Material Selection Guide
O-Rings Used in Pumps and Valves: A Material Selection Guide
O-rings are among the most widely used sealing components in industrial equipment, particularly in pumps and valves where reliable sealing is critical to maintaining system efficiency. These simple yet highly effective components prevent fluid leakage, maintain pressure integrity, and ensure smooth equipment operation.
However, selecting the right O-ring material for pumps and valves is essential. The operating environment including temperature, pressure, and chemical exposure directly impacts sealing performance and service life.
Why Material Selection Matters
Pumps and valves operate under varying conditions such as continuous pressure cycles, fluid exposure and fluctuating temperatures. If the wrong material is used, O-rings may swell, crack or lose elasticity, leading to leakage and costly equipment downtime.
Choosing the correct industrial O-ring material ensures durability, sealing reliability, and long term performance.
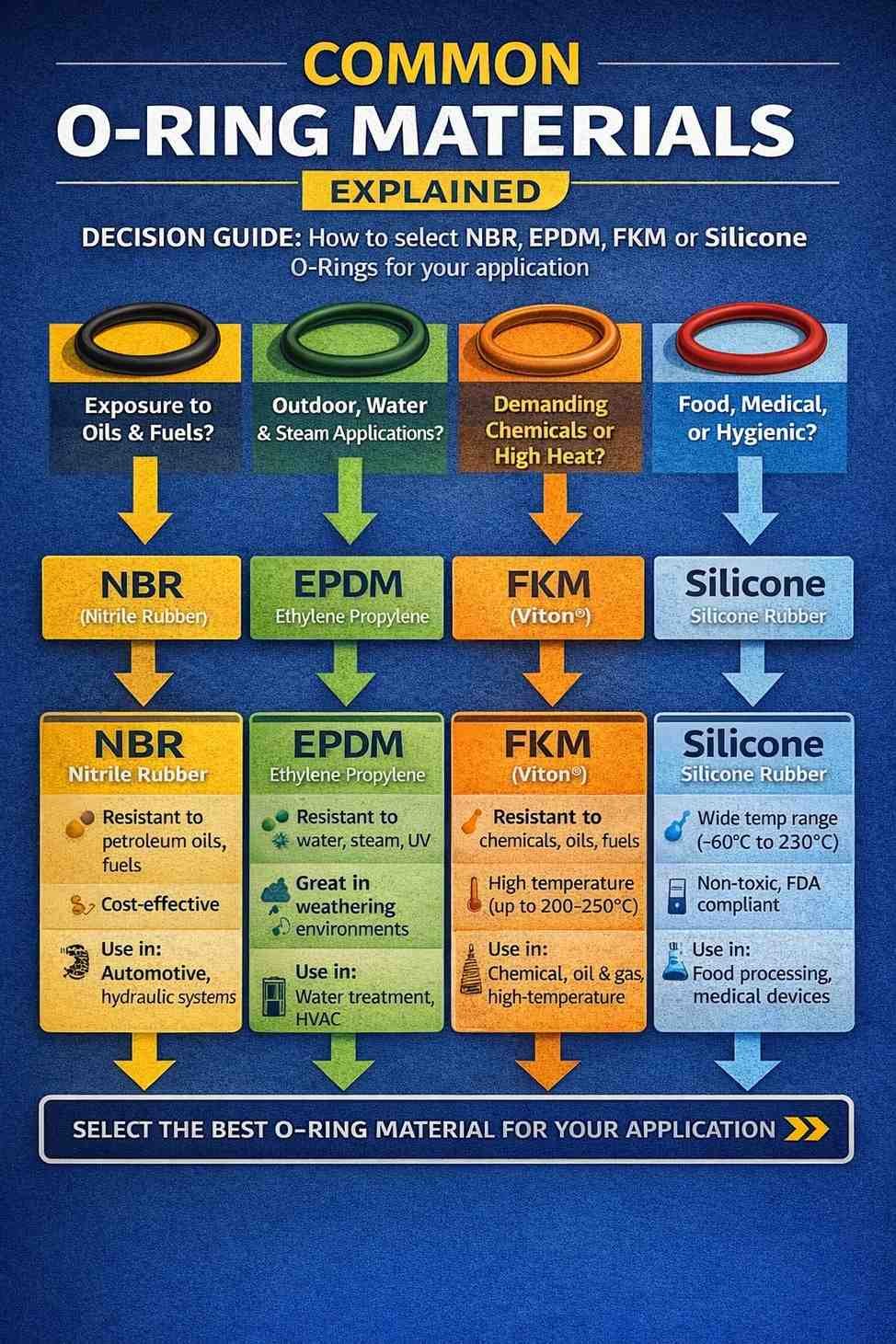
Common O-Ring Materials for Pumps and Valves
NBR (Nitrile Rubber)
NBR O-rings are one of the most commonly used materials in industrial sealing applications.
Key advantages
- Excellent resistance to oils and fuels
- Good mechanical strength
- Cost-effective for general industrial use
Typical applications
Hydraulic pumps, fuel systems, and general fluid handling equipment.
EPDM
EPDM O-rings are widely used in water based systems and applications exposed to weather or steam.
Key advantages
- Excellent resistance to water and steam
- Good resistance to weathering and aging
- Suitable for outdoor and water treatment applications
Typical applications
Water pumps, valve systems, and water treatment equipment.
FKM (Viton)
For high temperature and chemically aggressive environments, Viton O-rings offer superior performance.
Key advantages
- Excellent chemical resistance
- High temperature stability
- Long service life in demanding applications
Typical applications
Chemical processing pumps, industrial valves, and oil & gas systems.
Silicone O-Rings
Silicone O-rings are known for their flexibility and wide temperature range.
Key advantages
- Excellent flexibility at low temperatures
- Good heat resistance
- Suitable for clean or sensitive environments
Typical applications
Food processing, pharmaceutical equipment, and specialty industrial systems.
Factors to Consider When Selecting O-Ring Materials
When choosing O-rings for pumps and valves, engineers should evaluate:
- Fluid compatibility with the elastomer material
- Operating temperature range
- Pressure conditions and sealing load
- Environmental exposure (chemicals, steam, weather)
- Regulatory or industry requirements
Partnering with an experienced O-ring manufacturer and exporter ensures the right material selection and consistent product quality.
-
Facebook
-
Linkedin
-
Youtube
Recent Blogs
Our Case Study
-
Reducing Downtime in Water Treatment Systems with Precision Rubber Gaskets
-
PTFE Bonded Diaphragm Solution for High Temperature Industrial Pumps
-
How a Custom Rubber Diaphragm Improved Pump Efficiency
-
Stators Manufactured for a Screw Pump Manufacturer
-
Diaphragms Designed and Manufactured for a Valve Manufacturer
O-Rings Used in Pumps and Valves: A Material Selection Guide Read More »